


Tehnologia și materialele de prelucrare și fabricație ale scripetei de antrenare a lui Xin Aneng
1. Cilindrul este sudat prin sudare protejată cu dioxid de carbon și sudare cu arc scufundat, iar întregul corp este recoacet în cuptor pentru a elimina stresul. Alezarea orificiului interior pentru a asigura legătura dintre carcasa roții și arborele.
2. Axul scripetelui de antrenare al lui Xin Aneng este fabricat din oțel 45 de înaltă calitate, care este turnat grosier și testat cu ultrasunete, apoi stins și revenit, apoi strunit și șlefuit fin.
3. Pentru a asigura calitatea tamburului, toate tamburele trebuie inspectate complet, iar calitatea fiecărei suduri a tamburului trebuie inspectată de UT și arhivată. Sudurile din partea de jos trebuie inspectate prin colorare. Dacă există defecte, acestea trebuie îndepărtate la timp cu arc de carbon și apoi re-sudate.
4. Pentru a asigura o funcționare fără probleme, tamburul a fost, de asemenea, supus unui stand de testare a echilibrului static, iar testele de echilibru static au fost efectuate în strictă conformitate cu cerințele standard. Experimentul de echilibru static se desfășoară conform nivelului G40.
5. Compania noastră folosește detectoare de defecte cu ultrasunete pentru a efectua detectarea defectelor pe scripetele de antrenare a lui Xin Aneng.


1. Suprafața tuturor scripetelor de antrenare este realizată din cauciuc turnat prismatic. Stratul de cauciuc de suprafață este format din acoperire din cauciuc vulcanizat. Grosimea stratului de cauciuc de suprafață nu este mai mică de 14 mm, iar duritatea stratului de cauciuc de suprafață nu este mai mică de 70 de grade Shore.
2. Suprafața scripetei de antrenare este netedă și nu este acoperită cu lipici.
3. Stratul adeziv este garantat fără defecte, cum ar fi delaminarea și formarea de vezicule. Proprietățile fizice și mecanice ale adezivului de sus și de jos sunt conforme cu reglementările relevante din GB10595-2017.
După ce tamburul este asamblat, toleranța de curgere radială a cercului exterior trebuie să respecte cerințele din tabelul de mai jos.
Unitate: mm
|
ScripeteD |
200~800 |
1000~1600 |
1800 |
|
|
Toleranță radială circulară |
Scripete fără întârziere |
0.6 |
1.0 |
1.5 |
|
Scripete cu zgomot |
1.1 |
1.5 |
2.0 |
|
Rulmenții de scripete sunt rulmenți FAG sau SKF.
Principalii parametri tehnici ai tamburului-Radial cercului exterior al tamburului
Scripete de curbare a cozii
φ≤800mm≤1.05mm
φ>800mm≤1.40mm
Rolie de antrenare
φ≤800mm≤1.05mm
φ>800mm≤1.40mm
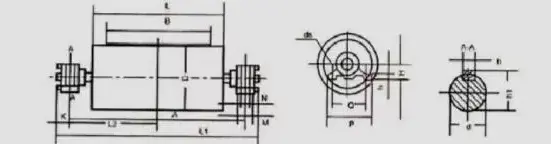
| B | D | A | L | L1 | L2 | K | M | N | Q | P | H | h | hl | d | b1 | ds | 滚动轴
|
光面滚
|
胶面滚
|
| 500 | 500 | 850 | 600 | 1097 | 505.5 | 115 | 70 | 0 | 280 | 340 | 100 | 33 | 60 | 55 | 16 | 27 | 1312 | 16300 | 25 |
| 650 | 500 | 1000 | 750 | 1280 | 588.5 | 135 | 90 | 0 | 350 | 410 | 120 | 33 | 76 | 70 | 20 | 27 | 1316 | 21200 | 32.6 |
| 650 | 630 | 1000 | 750 | 1280 | 588.5 | 135 | 90 | 0 | 350 | 410 | 120 | 33 | 76 | 70 | 20 | 27 | 1316 | 29600 | 45.4 |
| 800 | 500 | 1300 | 950 | 1580 | 738.5 | 135 | 90 | 0 | 350 | 410 | 120 | 33 | 76 | 70 | 20 | 27 | 1316 | 26200 | 40.1 |
| 800 | 630 | 1300 | 950 | 1661 | 771 | 175 | 130 | 80 | 380 | 460 | 140 | 33 | 97 | 90 | 24 | 27 | 3520 | 36700 | 56.1 |
| 800 | 800 | 1300 | 950 | 1661 | 771 | 175 | 130 | 80 | 380 | 460 | 140 | 33 | 97 | 90 | 24 | 27 | 3520 | 55900 | 85.5 |
| 1000 | 630 | 1500 | 1150 | 1861 | 871 | 175 | 130 | 80 | 380 | 460 | 140 | 33 | 97 | 90 | 24 | 27 | 3520 | 45700 | 70.1 |
| 1000 | 800 | 1500 | 1150 | 1945 | 900 | 215 | 160 | 90 | 440 | 530 | 160 | 53 | 119 | 110 | 32 | 34 | 3524 | 69600 | 106.8 |
| 1000 | 1000 | 1500 | 1150 | 2020 | 930 | 255 | 170 | 100 | 480 | 570 | 180 | 53 | 140 | 130 | 36 | 34 | 3528 | 177.5 | |
| 1200 | 630 | 1750 | 1400 | 2195 | 1025 | 215 | 160 | 90 | 440 | 530 | 160 | 53 | 119 | 110 | 32 | 34 | 3524 | 54900 | 84 |
| 1200 | 800 | 1750 | 1400 | 2195 | 1025 | 215 | 160 | 90 | 440 | 530 | 160 | 53 | 119 | 110 | 32 | 34 | 3524 | 83700 | 128.1 |
| 1200 | 1000 | 1750 | 1400 | 2270 | 1055 | 255 | 170 | 100 | 480 | 570 | 180 | 53 | 140 | 130 | 36 | 34 | 3528 | - | 213 |
| 1200 | 1250 | 1750 | 1400 | 2305 | 1065 | 275 | 180 | 110 | 540 | 630 | 200 | 63 | 161 | 150 | 40 | 34 | 3532 | 300 | |
| 1400 | 800 | 2000 | 1600 | 2445 | 1150 | 215 | 160 | 90 | 440 | 530 | 160 | 63 | 119 | 110 | 32 | 34 | 3524 | 97600 | 149.2 |
| 1400 | 1000 | 2000 | 1600 | 2555 | 1190 | 275 | 180 | 110 | 540 | 630 | 200 | 63 | 161 | 150 | 40 | 34 | 3532 | - | 249.25 |
| 1400 | 1250 | 2000 | 1600 | 2555 | 1190 | 275 | 180 | 110 | 540 | 630 | 200 | 63 | 161 | 150 | 40 | 34 | 3532 | - | 350 |
| 1400 | 1400 | 2000 | 1600 | 2635 | 1200 | 335 | 200 | 120 | 590 | 680 | 220 | 63 | 181 | 170 | 40 | 40 | 3536 | - | 470 |
Compania noastră are un sistem cuprinzător de asigurare a calității. Înainte de începerea producției, vom prezenta un plan cuprinzător de asigurare a calității pentru acest proiect. Acest plan include proceduri de asigurare a calității, metode organizaționale, calificări ale personalului implicat și controale pentru toate activitățile care afectează calitatea proiectului, cum ar fi proiectarea, achizițiile, producția, transportul, instalarea, punerea în funcțiune și întreținerea. Avem personal dedicat responsabil cu activitățile de asigurare a calității.
1.Inspecția și controlul echipamentelor;
2.Controlul echipamentelor sau materialelor achiziționate;
3.Controlul materialelor;
4.Controlul proceselor speciale;
5.Supravizarea construcției la fața locului;
6. Puncte și orare de martori de calitate.

Abordare
Districtul Echeng, orașul Ezhou, provincia Qingdao, China
Tel












